




轴承知识
轴承的配合及装配方法
王伟华
(中天钢铁热电厂)
一、三种配合方法
1、间隙配合:是指相互配合的孔与轴,在给定公差范围内,孔的实际尺寸总是大于轴的实际尺寸,两者之间存在间隙,能够活动,通常把孔与轴的实际差额叫做间隙,用正数表示。
2、过度配合:介于过盈配合和间隙配合之间,是指相互配合的孔与轴,在给定的公差范围内,可能略有过盈,也可能略有间隙,也就是说,比过盈配合松些,比间隙配合紧些,不能活动。
3、过盈配合: 是指相互配合的孔与轴,在给定公差范围内,孔的实际尺寸总是小于轴的实际尺寸,两者之间没有间隙,不能活动,通常把孔与轴的实际差额叫做过盈或紧度,用负数表示。
二、三种配合的装配方法
1、间隙配合:一般不需要工具可以直接装配,注意间隙尺寸。
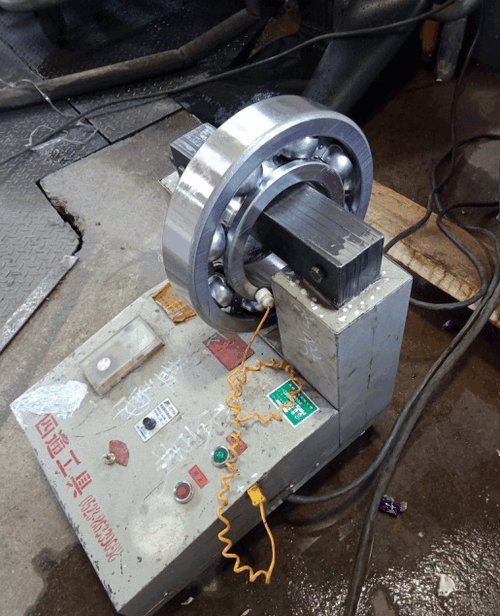
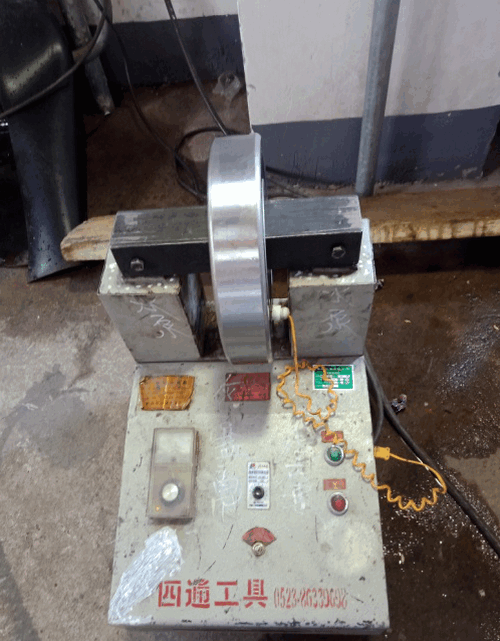
2、过度配合的装配有:人工锤击法(必须用软金属或硬质非金属材料做防护衬垫,安装配件表面涂机油润滑)、压力机压入法、轴承加热器热装法;(温度控制在200摄氏度以内)。
3、过盈配合装配有:
a.压入配合法:此种方法可分为锤击法和压力机压入法两种。锤击法可根据零件的大小,过盈量、配合长度较短、批量小或单件生产等因素,用手锤或大锤将零件打入装配(锤头不可直击零件表面)。用压力机压入法需具备设备,较大直径的就需用大吨位的压力机。这种方法适用于配合过盈不大的配合。
b.热胀配合法:就是采且热装的方法。常用于过盈量大的过盈连接件的装配。(加热温度控制在200摄氏度以内)。
c.冷缩配合法:就是采用冷装的方法。其特点是收缩量较小,一般用于过盈量较小,而又受其他方法限制的过盈配合场合。
d.液压套合法:采用液压的方法使孔膨胀,轴收缩组装过盈配合件。必须使用专用工具进行,而配合件配合部位,按规定制作成锥形孔与轴,并在孔中设有密封结构,边加压边往里推进。
(版权归原作者或机构所有)
发布时间:2025-12-29

 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务